アルミ材へのめっき
PLATING ON ALUMINIUM
接触電気抵抗を抑制し、はんだ付け性と抵抗溶接性を改善。安定品質とコストに優れたフープめっきで、軽量導電部品の高信頼性を支えます。
アルミニウムの特性
アルミニウム(英語名:aluminum,元素記号:Al)は常温常圧でよい熱伝導性、電気伝導性を持ち、加工性がよく、酸化されやすいために高い耐食性をもつ軽量な金属であり、一円玉、アルミサッシや構造材やヒートシンク等、広く用いられています。
アルミ材へのめっきとは
アルミの電気伝導性の良さと軽量であること、空気中で緻密で安定な酸化被膜を生成することによる耐食性の高さに着目され、エレクトロニクス、エネルギー分野で導電材としての採用が始まっています。
一方で、酸化被膜は表面へ何らかの加工を施す場合、加工性を悪化させている一因となります。例えば、導電材として使用する場合には接触電気抵抗を上昇させる要因となり、接合部が発熱し、電気的なロスが大きくなってしまいます。
そのため長らく“難めっき材”と言われており不安定で密着性の乏しかったアルミ材へのめっきですが、現在では確実で安定したプロセスが開発されており、表面への加工における課題をめっきで解決することができます。
ニシハラ理工のアルミめっき技術について
アルミ材はめっきが難しいとされる「難めっき材」であり、高い技術力が求められます。 ニシハラ理工では、フープ連続めっきや部分めっき、スリット加工など、研究開発に裏打ちされた高精度な技術で、多様なアルミ製品に対応しています。
当社の強み・対応仕様・導入フローなど、技術詳細を知りたい方は、以下の専用ページをご覧ください。
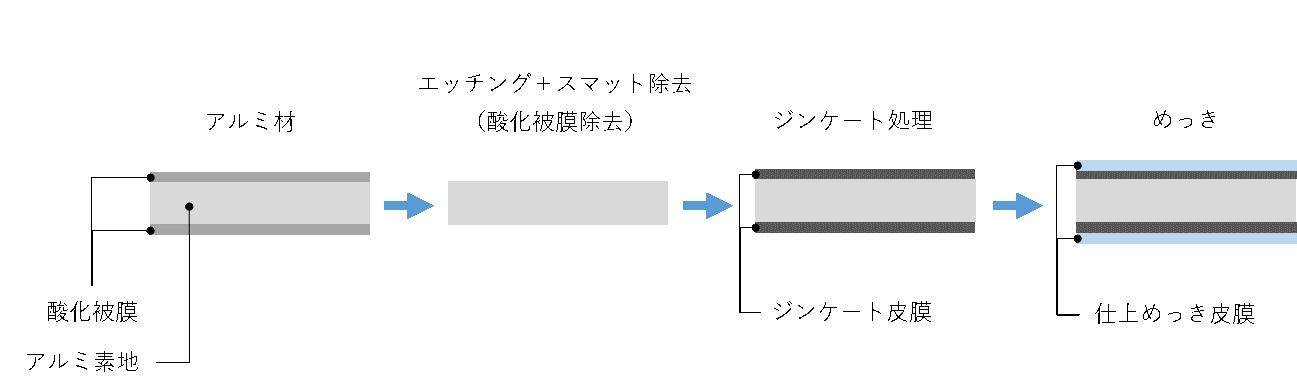
アルミ材のめっきプロセス
加工するアルミ材に付着している工作油や汚れなどを取る工程です。
②エッチング
加工するアルミ材には酸化被膜が形成されています。アルミ材へめっきをしていく際に、酸化被膜の存在はめっきの密着性へ大きく影響します。そのため、アルカリ性の処理液を用いて酸化被膜を除去します。
③スマット除去(デスマット)
エッチングにより、アルミ材の中にあるさまざまな介在物(スマット)が表面へ出てきます。その介在物(スマット)があることでめっきの密着性が悪くなるため、除去を行います。
④ジンケート処理
アルミ材へめっきをする際にキーポイントとなる工程で、置換反応によりアルミ材を溶解しながら、表面に亜鉛を析出する工程です。亜鉛を置換させることにより、アルミ材の酸化被膜形成を防ぐことができます。
ニシハラ理工では、1度ジンケート処理を行った皮膜を、薬品で剥離を行った後もう一度ジンケート処理を行うダブルジンケート法を採用しています。この方法を行うことで薄く密着性の良好な被膜が形成できます。
⑤めっき加工
ジンケート処理で形成した薄く密着性の良い被膜へ、ニシハラ理工では電気めっきを行っています。
対応可能めっき仕様はNiめっき仕上げ、Niめっき下地のSnめっき仕上げになります。詳しくは対応可能仕様を参照してください。
アルミ材へのめっきで得られる主な機能
- POINT1
- 接触電気抵抗の低減
- POINT2
- はんだ付け性の付与
- POINT3
- 抵抗溶接の作業性向上
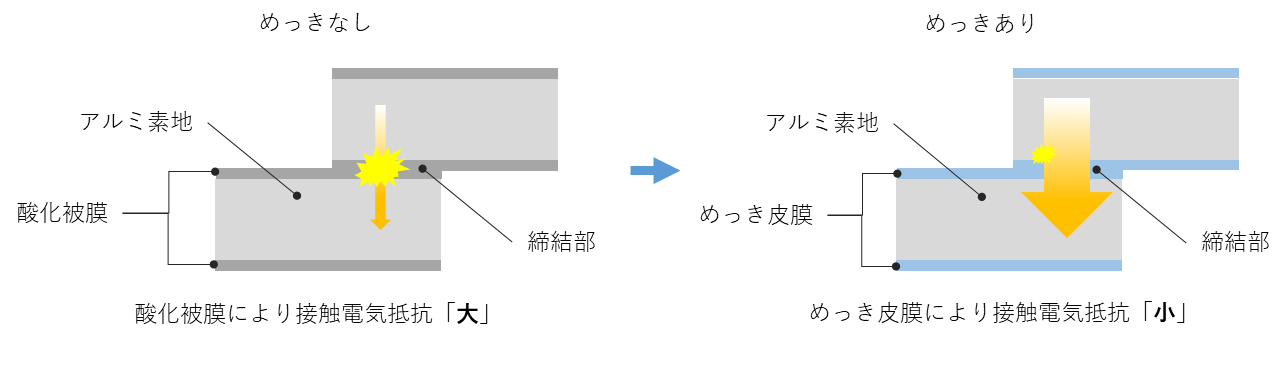
POINT1 接触電気抵抗の低減
アルミの酸化被膜は電気を通しにくい性質があり、導電材料としては用途が限られます。
アルミの電気伝導率は銅の約60%と劣りますが、比重は約30%と軽量なので、同じ重さの銅に比べて2倍の電流を通すことができ、導電体としては極めて経済的な金属です。
| 項目 | アルミニウム | 銅 |
| 比重[g/㎤] | 2.7 | 8.9 |
| 導電率[%IACS] | 64.9 | 100 |
この経済性を活用するため、アルミ材の酸化被膜を除去した後、酸化被膜が生成される前に電気抵抗が上昇しにくい金属をめっきします。
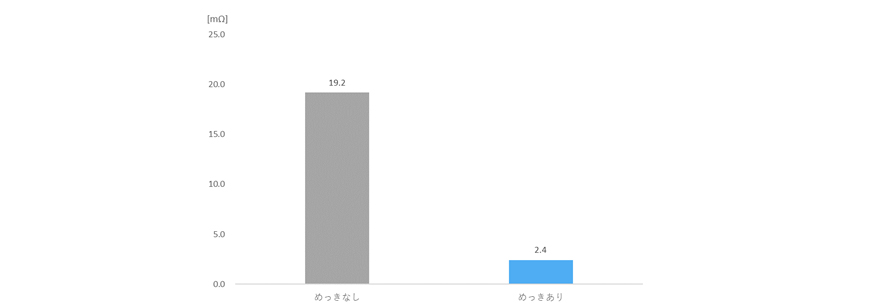
アルミへのめっきは接触電気抵抗値を抑制し、軽量な導電材としての活用を可能にします。
加重0.5Nのときの接触電気抵抗値を比較すると87.5%の抑制効果があります。
バスバーのように電気を大量に流しつつ、ボルト締結をする部材にはめっき付きのアルミ材が適しています。ニシハラ理工では電気接点用に独自開発したN-Niめっきを推奨しております。
詳しくはN-Niめっきによる課題解決事例を参照してください。
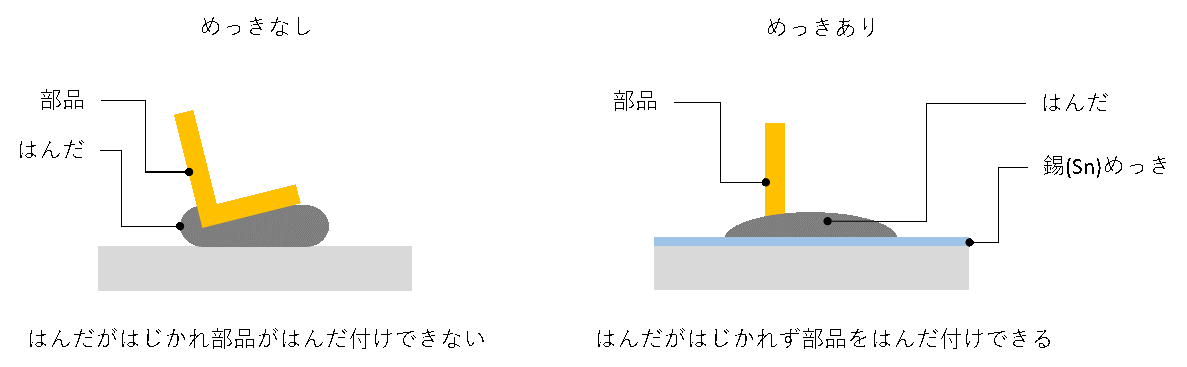
POINT2 はんだ付け性の付与
アルミは酸化されやすく、はんだをはじいてしまいます。一般的には、はんだ付け性の付与のために、フラックスを使用する場合がありますが、強酸性のものが多く、フラックスがアルミ材を侵す恐れがあります。
また、フラックスを使用した場合は、はんだ付け後に洗浄工程を設ける必要があり、環境への影響、作業者への負担が懸念されます。
アルミは電解腐食を起こしやすい金属であるため、直接はんだづけすると局部電池を形成し、はんだ付け部が劣化しやすい状況となります。
予備はんだめっきとして長い採用実績のある、Ni+Snめっきによる表面改質でアルミ材へのはんだ付けが可能です。
POINT3 抵抗溶接の作業性向上
抵抗溶接を用いてアルミ材を溶接する際、溶接機の電極へアルミが付着し、電気抵抗の上昇によって溶接強度が低下してしまうので、電極の研磨頻度を上げる必要があり、作業効率が悪化します。
アルミ材にNi+Snめっきをすることで電極へアルミ付着を抑制し、工程の効率化が可能となります。
アルミ材めっきに適した製品
スクロールしてご覧になれます
| 用途 | 推奨めっき 仕様 |
効果 | |||
| 軽量化 | 接触電気抵抗 | はんだ付け性 | 溶接性 | ||
| 車載向け電子部品全般 | N-Ni+Sn | 〇 | 〇 | 〇 | 〇 |
| ICパッケージ | N-Ni+Sn | 〇 | 〇 | 〇 | |
| ヒートシンク、ヒートスプレッダ | N-Ni+Sn | 〇 | 〇 | 〇 | |
| LED | N-Ni+Sn | 〇 | |||
| 2次電池 | N-Ni | 〇 | 〇 | ||
| バスバー | N-Ni | 〇 | 〇 | ||
用語解説:アルミめっきを理解するためのキーワード
アルミめっきに関する情報を初めて調べる方に向けて、専門的な用語をわかりやすく解説します。
素材や工程、技術に関する基本知識を確認いただくことで、ニシハラ理工の技術紹介ページもより理解しやすくなります。
IATF16949
自動車業界向けの品質マネジメントシステム規格。ニシハラ理工は取得済で、車載部品の要求にも対応可能です。
異種金属溶接(レーザー溶接・超音波溶接・抵抗溶接など)
金属同士の接合方法。アルミ材は他の金属と比べて接合しにくい性質があり、特別な工夫が必要です。
軽量化
製品を軽くすること。車が軽くなれば燃費が良くなり、電気自動車なら走れる距離も伸びます。
酸化被膜(さんかひまく)
アルミの表面に自然に形成される酸素の膜。めっきの密着を妨げるため、適切な前処理が必要です。
ジンケート処理
アルミの表面にある膜を取り除き、めっきがしっかり付くように下地を作る特別な準備の方法です。
スリット加工
フープめっき後に材料を複数に分割する加工。生産性を大幅に高めるニシハラ理工の強みの一つです。
接触電気抵抗
電気が流れるときに妨げになること。アルミ材は表面の酸化膜により電気が流れにくくなるので、めっきで改善します。
電蝕防止
異種金属が接触し電解腐食が起こるのを防ぐ処理や設計対策のこと。
はんだ付け性
はんだが金属表面に均一に濡れ広がり、しっかりと接合できる性質のこと。良好な接合信頼性や導電性を確保する指標となります。
めっき(鍍金)
金属の表面に他の金属を薄くコーティングする技術。耐食性や電気伝導性を付加するために用いられます。
フープめっき
金属材料をリール状の帯状にして、連続的にめっき加工を行う手法。大量生産・均一品質に向いています。
部分めっき
一つの部品に対し、異なる金属を必要な箇所だけにめっきする加工技術。性能とコストを両立します。
溶接性
材料同士が加熱や圧力によって容易かつ安定して溶接できる性質を指します。
関連リンク

フープめっきは安価で安定した品質を提供できます。
N-Niは長期信頼性を求められる導電部品に最適な製品技術を実現させます。

めっきエリアのコントロールで、電子部品製造プロセスを最適化します。

広幅化+スリット加工で、高品質なめっき材料を適正量・適正価格で安定供給できます。