差厚銀(Ag)めっきによる課題解決事例
case6
課題: 銀めっき製品を安く加工できないか

銀は、貴金属であるため、建値の変動により売価が変動することや、お客様の環境を考えれば、グローバル化やライバルとの競争など価格という大きなファクターへのアプローチは当然のご要望だと思います。
課題への取り組み、お客様との協議
まず検討したのが、必要とするエリアにめっきを行う部分めっきという技術です。しかし、この技術はめっきつけたくないエリアにマスキングをしてめっきを行うため、銀めっきがつくエリアは減らすことができますが、マスキングの費用が追加されてしまい大きなコストメリットが出せない状況でした。
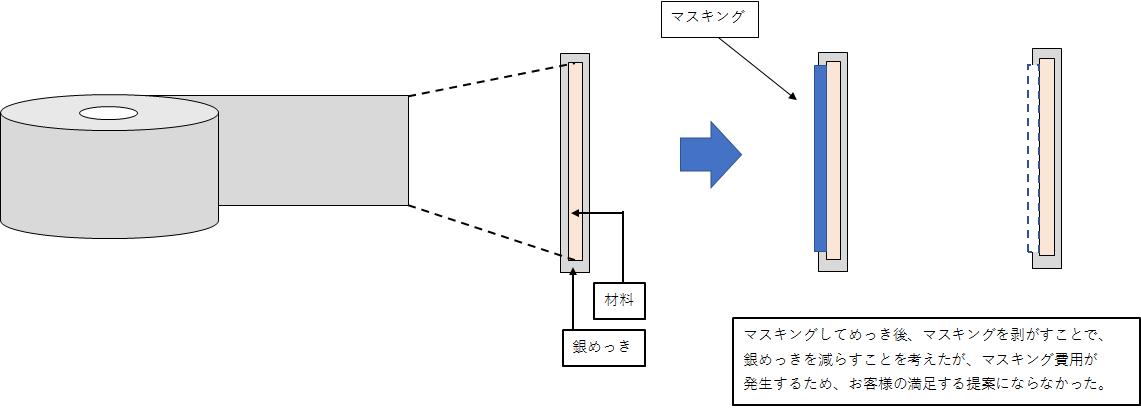
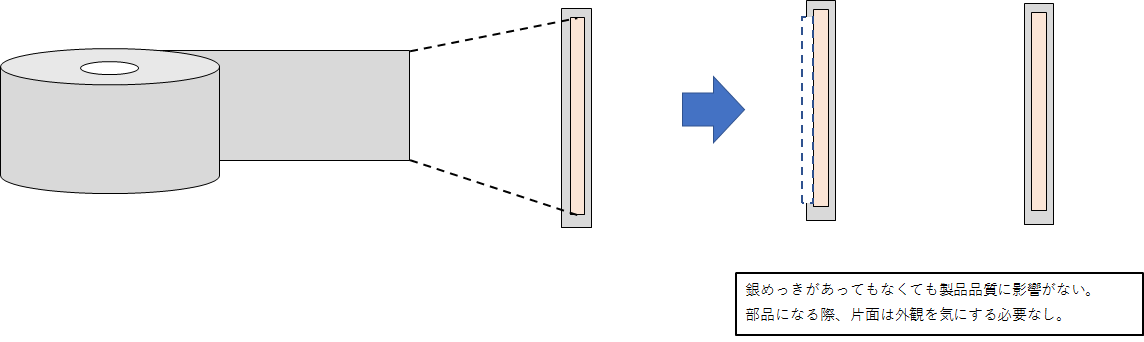
そこでお客様と協議した結果、銀めっきとしての必要な特性を確保しなければならない部分は"材料に対して片面のみ"で、もう片面はめっきがあってもなくても製品品質に影響が出ないということ、部品になった際に部品内部になるため外観も気にしないことが分かりました。
課題へのアプローチ
課題への取り組み、お客様との協議を終えて、マスキングを使わずに、材料片面のめっき厚を抑えるアプローチを試みました。基本的に電気めっきでは、材料の両面にほぼ同じ量のめっきが析出されますので、片面をめっきが析出しにくい状況を工程内で作り出すことにより、片面のめっき厚を抑えることができました。(赤枠のめっき厚を、緑枠のめっき厚まで削減)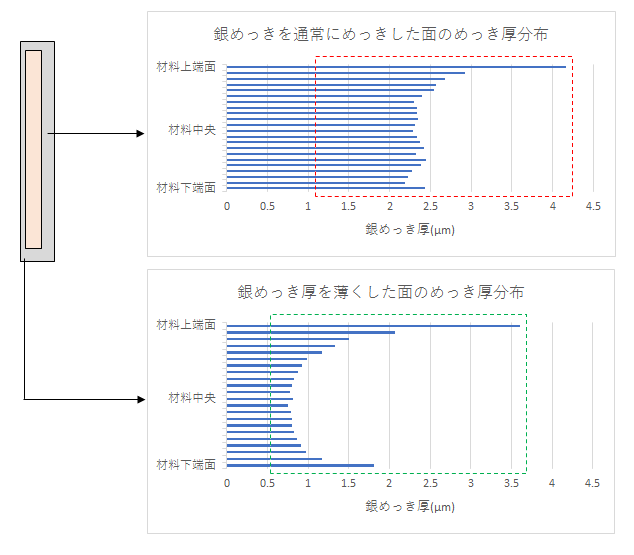
さらなるアプローチ
しかし、材料上端部のめっき厚が高いため、更なるアプローチを行いました。
電気めっきの性質上、材料の端面へ電気が集中するため、めっきが材料端面に析出しやすくなりますが、徹底的に材料端面への電流集中をコントロールすることで、めっき厚のバラツキを抑え、さらに、めっきの析出量を減らすことができました。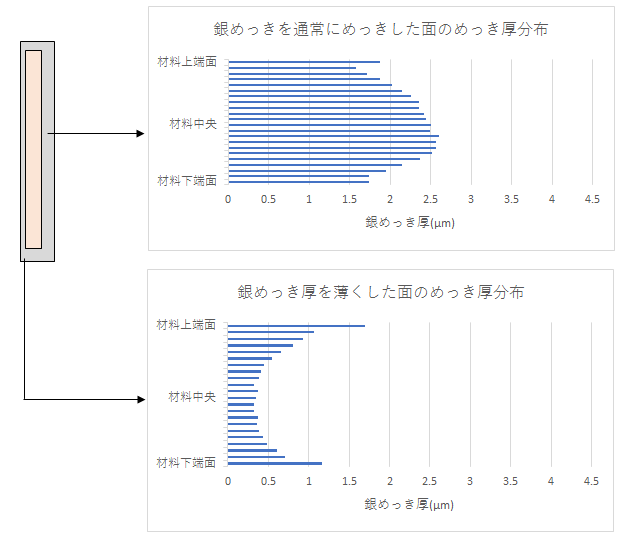
ニシハラ理工からのご提案
課題を頂きましたお客様へめっき厚の削減データやサンプルを評価して頂き、お客様用途での必要な性能を確保し、加工費はほぼ変わらない方法で、銀めっきの析出量を約60%削減する提案に対して、大変満足して頂くことができました。
同じようなお悩みがありましたら、是非、ニシハラ理工へお声がけください。
| 材質 | 最大膜厚 | 下地めっき | 板厚 | 板幅 | |
| 種類 | 最大膜厚 | ||||
| 銅(純銅、リン青銅、 黄銅、その他合金) | 7 | 銅 | 1 | 0.05~0.8 | 10~160 |
| ニッケル | 0.5 | ||||
| ステンレス(SUS304他) 鉄ニッケル合金(42アロイ) | 銅 | 1 | 0.05~0.5 | ||
| ニッケル | 0.5 | ||||
その他のめっき仕様については下記ページをご確認ください。
ニシハラ理工の銀めっきの特徴
電気抵抗が低い=電気伝導性が良い
銀は、電気抵抗が低い金属で、光学的な特性として高い反射率を持つ金属です。
ニシハラ理工では電気抵抗の低い=電気伝導性の良い無光沢銀めっきを採用して、各種スイッチや接点などの材料として採用して頂いています。
関連リンク

60有余年のノウハウと継続的改善を活かしためっき技術で解決した事例をご紹介します。

めっきエリアのコントロールで、電子部品製造プロセスを最適化します。

めっき品質の維持及び向上を目的に液分析、皮膜特性の解析を行っております。
研究成果に基づくウィスカ抑制策をご紹介します。